close
Choose Your Site
Global
Social Media
Views: 0 Author: Site Editor Publish Time: 2025-09-01 Origin: Site









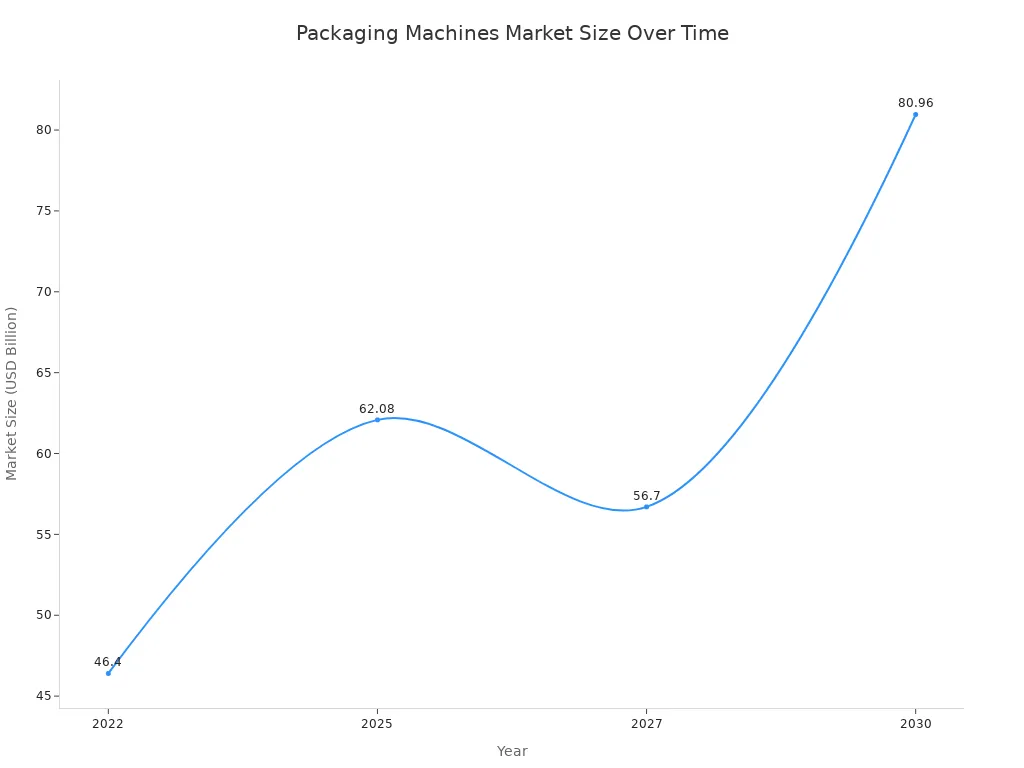
A packaging machine is an automated device that packs goods into containers like bags, boxes, or bottles. These machines operate in industries such as food, beverage, chemical, and pharmaceutical sectors.
Industry | Market Share / Usage Statistic |
|---|---|
Food | 36.1% market share (2024) |
Beverage | 5.8% CAGR (2025-2030) |
Chemical | Growing demand due to industry expansion |
Pharmaceutical | Increased automation and robotics in packaging lines |
Packaging machines automate the packaging process, using sensors and robotics to increase speed and consistency. Key functions include filling, sealing, wrapping, and labeling, which ensure secure and hygienic packaging for powders and liquids.
Packaging machines automate filling, sealing, wrapping, and labeling to speed up production and ensure product safety.
Different machines serve specific tasks, like filling liquids or powders, sealing packages, wrapping products, and applying labels.
Modern packaging machines use sensors, robotics, and automation to improve accuracy, reduce errors, and increase efficiency.
Regular maintenance and safety checks keep machines running smoothly and protect workers from accidents.
Choosing the right packaging machine depends on product type, production volume, and total cost, including maintenance and training.

Packaging machines come in many forms, each designed for specific tasks and industries. The main types of packaging machines include filling machines, sealing machines, wrapping machines, labeling machines, and the vertical packaging machine. These machines handle a wide range of food and non-food products, using advanced packaging technology to improve efficiency and product safety.
Note: Packaging machines focus on creating consumer-ready packages, while packing machines prepare products for transport or storage. Packaging machines operate at the start of the process, emphasizing product preservation and branding. Packing machines work at the end, securing products for shipping.
Filling machines measure and dispense products into containers. They handle liquids, powders, granules, and pastes. Volumetric, weighing, and counting methods ensure accurate filling for food and non-food products. Industries such as food, beverage, pharmaceuticals, and cosmetics rely on filling machines to package sauces, syrups, grains, and creams. The vertical packaging machine often includes a filling system, making it ideal for snacks, coffee, and spices.
Sealing machines close packages to protect contents from contamination and extend shelf life. Heat, cold, and pressure sealing methods suit different packaging materials. Food, pharmaceutical, and cosmetic industries use sealing machines for bags, bottles, and jars. The vertical packaging machine integrates sealing to create airtight pouches or bags.
Wrapping machines cover products with flexible packaging materials. Full and semi-wrapping options include shrink, stretch, and body-fitting wraps. These machines protect items during transit and storage. Food, electronics, and consumer goods industries use wrapping machines to maintain product quality. The vertical packaging machine can also perform wrapping, especially for snacks and small items.
Labeling machines apply labels to packages for identification and branding. They handle adhesive, sleeve, and shrink labels. Food, beverage, pharmaceutical, and cosmetic companies use labeling machines to display product information and enhance shelf appeal. The vertical packaging machine often features a labeling unit for efficient production lines.
The vertical packaging machine stands out for its versatility. It forms, fills, seals, and sometimes labels products in a single vertical motion. This machine suits a variety of packaging materials and product types, from powders to liquids. Food and non-food products benefit from its speed and precision. Many industries choose the vertical packaging machine for snacks, grains, and even hardware items.
Machine Type | Common Applications |
|---|---|
Filling Machines | Food, beverage, pharmaceuticals, cosmetics |
Sealing Machines | Food, pharmaceuticals, cosmetics |
Wrapping Machines | Food, electronics, consumer goods |
Labeling Machines | Food, beverage, pharmaceuticals, cosmetics |
Vertical Packaging Machine | Snacks, grains, spices, hardware, powders, liquids |
Cartoning and palletizing machines also play key roles in packaging. Cartoning machines assemble and fill cartons, while palletizing machines stack finished packages for shipping. These machines support efficient packaging lines and help move products from production to distribution.

Packaging machines follow a precise sequence to ensure every product receives consistent and secure packaging. The process begins with material conveying. Conveyors and sensors move products or packaging materials into position. This step guarantees accurate placement and reduces manual handling.
Next, the machine forms the package. Flat materials, such as film or paper, transform into three-dimensional packages. Hot forming creates strong, flexible seals for food, while cold forming works well for pharmaceuticals. In vertical packaging machines, the film rolls into a cylinder. Longitudinal heat sealing forms a tube, and the product fills the tube through a central opening. Transverse sealing and cutting create individual packages.
Filling comes after forming. Volumetric fillers handle liquids, while weighing fillers manage powders and granules. This step balances speed and accuracy, ensuring each package contains the correct amount. Sealing technology follows. Most machines use heat sealing, but ultrasonic sealing protects delicate products and saves energy.
The final steps include cooling, cutting, and discharge. Air blowers cool the sealed packages, extending shelf life. Cutting devices separate individual packages, which then move onto conveyors for further processing or inspection.
Tip: Machines can switch between cutting methods, such as using a cursor for printed films or fixed length for plain films, depending on the packaging material.
Modern packaging machines rely on advanced automation to boost productivity and maintain high quality. Programmable logic controllers (PLCs) automate every action, from cutting and filling to sealing and labeling. Servo motors and sensors provide precise motion control and accurate positioning. Photoelectric positioning systems help align packaging materials with logos or patterns, reducing waste and errors.
Automatic packaging machines take over repetitive tasks, increasing speed and reducing the need for manual labor. Automation lowers human error, which means fewer defective products and less rework. Employees can focus on higher-value tasks, while machines handle routine packaging. This shift improves workplace safety, as machines perform physically demanding or hazardous jobs.
Recent advancements in packaging technology include robotics, machine vision, and smart conveyor systems. Robots handle pick-and-place operations, while cameras inspect packages for quality at high speeds. Automated sorting systems use sensors to sort packages by size or weight. These features support consistent quality and reduce labor costs.
Automation Feature | Benefit |
|---|---|
PLC programming | Automates packaging actions |
Servo motors | Ensures precise movement |
Sensors | Provides accurate positioning |
Machine vision | Inspects for quality |
Robotics | Handles repetitive tasks |
Smart conveyors | Optimizes package flow |
Safety and maintenance play a vital role in the reliable operation of packaging machines. Regular inspections and preventive maintenance help identify and fix issues early. Operators must follow manufacturer-recommended procedures to keep machines running smoothly. Training ensures that staff use machines correctly, preventing mishandling and reducing wear.
Operators should monitor machine performance and record key indicators. Prompt replacement of worn or damaged parts prevents bigger problems. Regular calibration of sensors and measuring devices maintains packaging accuracy. Environmental conditions, such as temperature and humidity, affect machine performance, so maintaining suitable conditions is important.
Stocking critical spare parts reduces repair times and minimizes downtime. Predictive maintenance technologies, such as sensors and data analytics, help detect issues before they cause failures. Computerized Maintenance Management Systems (CMMS) centralize scheduling and tracking, making preventive maintenance more effective.
Note: Safety standards require features like emergency stop buttons, protective guards, and safety interlocks. Regular risk assessments, following standards such as ANSI/PMMI B155.1-2016, help minimize risks to operators and ensure compliance.
Maintenance requirements differ by machine type. Complex machines need more frequent checks and calibration. Preventive maintenance, corrective repairs, and breakdown maintenance all play a part in keeping packaging machines reliable. Tailoring maintenance to each machine’s role and complexity ensures safety, efficiency, and cost-effectiveness.
Packaging machines deliver measurable improvements across manufacturing and distribution. Companies in food, beverage, and consumer goods industries rely on these machines to streamline packaging, maintain product integrity, and support business growth.
Packaging machines increase efficiency by automating repetitive tasks and multitasking. Operators see faster production speeds and fewer errors. Machines eliminate bottlenecks caused by human error or productivity fluctuations. They operate continuously, reducing downtime and keeping packaging lines moving.
Automated packaging machines improve production speed and output.
Machines reduce downtime by operating without breaks.
Precise material usage minimizes waste and supports sustainability.
Better data collection enables process improvements and informed decisions.
Staff training and routine maintenance prevent unexpected stoppages.
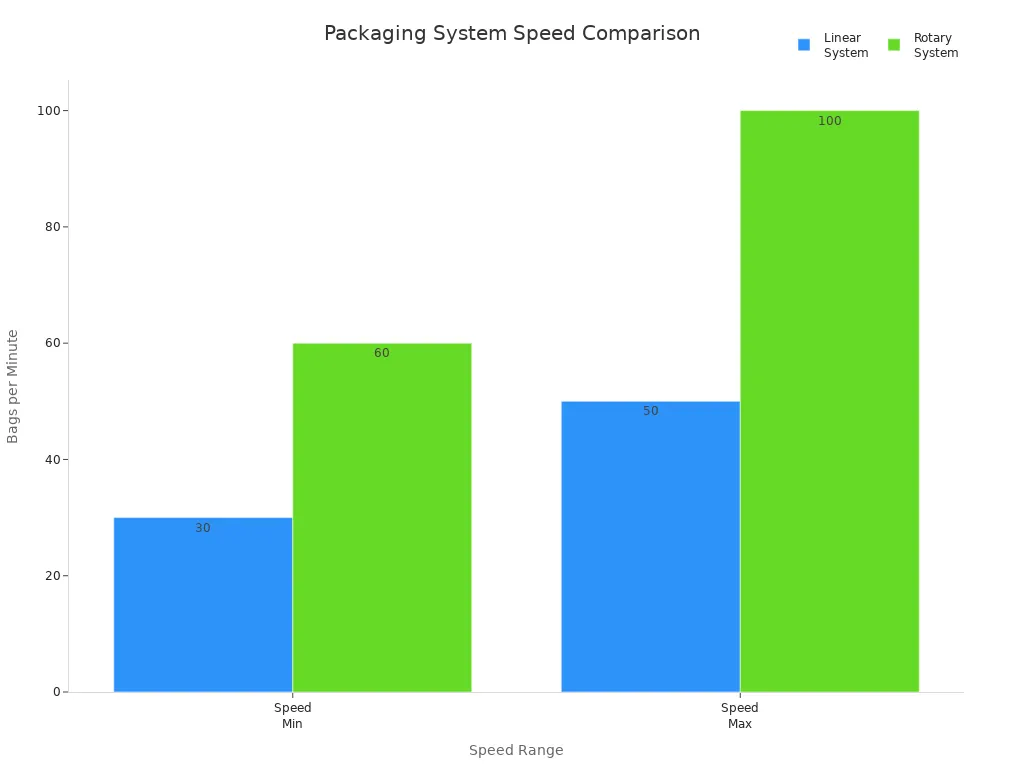
Feature | Linear System | Rotary System | Advantage | Impact |
|---|---|---|---|---|
Speed (bags/min) | 30-50 | 60-100 | Nearly 2x Faster | Higher Output |
Floor Space | 12-15 sq.ft | 7-9 sq.ft | 40% Smaller | Space Savings |
Labor Requirements | 2-3 Operators | 1 Operator | 50-66% Less | Cost Reduction |
Changeover Time | 15-20 min | 5-8 min | 60% Faster | Less Downtime |
ROI Period | 24-36 months | 12-18 months | 50% Faster | Quick Payback |
Packaging machines ensure consistent packaging quality by standardizing processes and reducing human error. Automated systems follow strict procedures, so every package meets the same standards. Sensors and cameras monitor production in real time, detecting and correcting inconsistencies.
Machines minimize human error and operational inconsistencies.
Automated equipment controls sealing, labeling, and packaging aesthetics.
Consistent packaging protects products during handling, shipping, and storage.
Automated inspection systems prevent defective packages from reaching customers.
Regular maintenance and upgrades keep machines operating at peak performance.
Consistency in packaging leads to fewer returns, protects company reputation, and streamlines workflows for faster turnaround times.
Packaging machines enhance product protection during storage and transport. Advanced multilayer films and laminations shield products from moisture, dust, and environmental exposure. Shrink wrap and tight seals prevent movement and damage during shipping.
Machines apply barrier layers that protect against oxygen, moisture, and abrasion.
Tamper-evident packaging increases security and integrity.
Compress packaging reduces package size, improving storage efficiency and lowering shipping costs.
Recyclable materials support sustainability while maintaining high protection standards.
Packaging machines help manufacturers meet consumer demand for secure packaging. Reliable packaging preserves product quality, extends shelf life, and reduces returns. The benefits of using packaging machines include improved efficiency, consistent output, and enhanced product protection, making them essential for modern production lines.
Selecting the best equipment for a production line requires careful evaluation. Companies must consider several factors to ensure packaging machines meet their needs and support business growth. The following sections outline the most important aspects to review when choosing the right packaging machine.
The type of product determines which machine will work best. Companies should match machine capabilities to product characteristics such as size, shape, fragility, and packaging format. For example, a machine for packaging liquids must prevent leaks, while a food packaging machine for snacks needs to handle lightweight, fragile items.
Key considerations include:
Product size and weight
Packaging material compatibility (e.g., flexible pouches, rigid containers)
Fragility and special handling needs
Packaging complexity and safety requirements
Compliance with industry standards
Tip: Always test packaging machines with the actual materials and products before purchase to ensure smooth operation.
Production volume plays a major role in machine selection. Small businesses often start with lower-capacity machines to control costs and maintain flexibility. High-volume operations benefit from robust, high-speed machines that maximize efficiency and reduce cost per unit.
Consider these points:
Match machine speed to current and future output needs
Choose flexible machines for varied SKUs or frequent changeovers
Evaluate available floor space for installation and maintenance
Ensure the machine can scale as demand grows
A local jam producer, for example, began with small-batch equipment and upgraded to high-capacity machines as sales increased, improving efficiency and profitability.
Cost goes beyond the initial purchase price. Companies should consider installation, training, maintenance, and repair expenses.
Important cost factors include:
Upfront investment and financing options
Ongoing maintenance and repair costs
Staff training requirements
Energy efficiency and sustainability features
Warranty coverage and after-sales support
Note: Choosing the right packaging machine involves balancing quality, flexibility, and long-term value. Always review total cost of ownership, not just the sticker price.
Packaging machines play a vital role in modern industries by improving safety, efficiency, and product quality. Understanding how a packaging machine works—including its control systems and automation—helps companies reduce waste and optimize production. Before selecting a machine for packaging, businesses should analyze their product needs, production volume, and maintenance requirements.
Careful evaluation ensures the right food packaging machine, shrink packaging machine, or vacuum packaging machine supports long-term success and meets industry standards.
A packaging machine is a device that automates the process of enclosing products in containers. Companies use packaging machines to improve speed, consistency, and product safety. Food packaging machine types include those for snacks, liquids, and powders.
A food packaging machine forms, fills, and seals packages. It uses sensors and automation to measure product amounts and create airtight seals. This process keeps food fresh and safe for consumers.
A shrink packaging machine wraps products in plastic film, then uses heat to shrink the film tightly. A vacuum packaging machine removes air from the package before sealing, which helps preserve freshness and extend shelf life.
Automatic packaging machines increase production speed and reduce errors. They help companies save labor costs and improve product quality. Many industries rely on these machines for efficient and reliable packaging.
Some packaging machines can handle various products by changing settings or parts. For example, a vertical packaging machine may package snacks, grains, or powders. Always check machine specifications before use.


